In UV offset printing, the curing system directly influences ink behavior, print resistance, the type of substrate that can be used, and overall process efficiency. That is why choosing between mercury and LED is not just a technical decision, but also a production one.
Both systems allow working with UV offset inks, but they present relevant differences in emission spectrum, thermal load, energy consumption, and applications. Understanding these differences is key to selecting the right formulation and achieving stable performance on press.
What is UV curing in offset printing
Before comparing mercury and LED, it is important to clarify a basic concept: in UV printing there is no drying, but curing.
In conventional offset inks, drying occurs through oxidation and the penetration of the vehicle into the substrate. In contrast, UV inks transition from a liquid to a solid state through a polymerization reaction activated by light, without relying on material absorption. This process, widely used in UV curing technologies, enables almost immediate ink solidification after exposure to radiation.
This has direct effects on production: stacks can be formed without waiting, mechanical resistance is achieved immediately, and the time between printing and finishing is reduced. In high-turnover environments, this difference has a real impact on productivity and process stability.

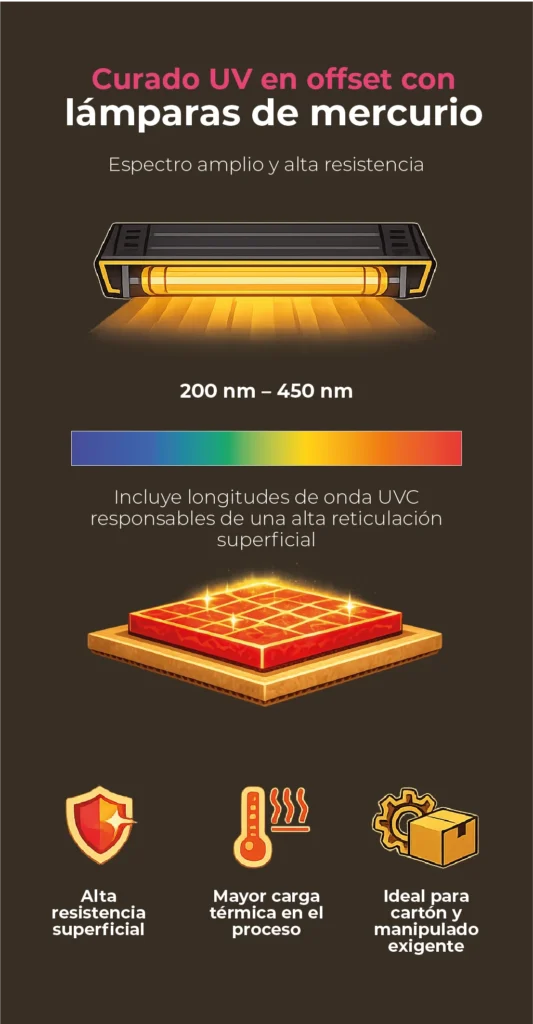
Mercury lamp curing: broad spectrum and high surface resistance
High-pressure mercury vapor lamps emit radiation across a very broad spectrum, approximately between 200 and 450 nm. This wide range is one of their main technical strengths.
Shorter wavelengths, within the UVC band, generate very intense crosslinking in the surface layer of the ink. The result is resistance to rubbing and post-processing that is difficult to match with other technologies. For this reason, this system remains a benchmark for heavy board applications, demanding editorial printing, and jobs where the print will undergo folding, creasing, or intensive die-cutting.
Its main limitation is thermal load. Although curing occurs through ultraviolet radiation, the system generates heat during the process, requiring active climate control and extraction, and potentially causing issues with temperature-sensitive substrates. In addition, lamps require periodic maintenance and replacement after a limited number of operating hours, typically around 1,500 hours.
In practical terms, mercury curing remains a very solid option when surface resistance is critical and the substrate demands maximum robustness in post-press operations.
UV LED curing in offset: narrow spectrum, low temperature, and high efficiency
UV LED systems emit within a narrow band, typically between 365 and 395 nm, within the UVA range. This spectral precision requires ink formulations specifically designed for that wavelength, but in return offers advantages that are decisive in certain production contexts.
Low thermal load
Since it does not generate high thermal load during curing, the substrate experiences minimal thermal stress. This reduces expansion, register issues, and deformation in metallized papers and new cellulose-based substrates used as more sustainable alternatives to certain plastics.
Instant on/off
LED systems only consume energy during active production. With no warm-up or waiting times, the energy consumption of the curing section can be significantly reduced compared to conventional systems.
Stable output over time
A mercury lamp begins to degrade from its first use. An LED system maintains a much more consistent output over more than 20,000 hours, resulting in better repeatability between runs and less variability in curing.
No ozone generation
Another advantage of LED systems is that, due to their low energy operation, they do not generate ozone during the curing process. This simplifies extraction requirements and improves environmental conditions in the printing environment.

Dry back: why UV inks minimize it
Beyond their differences, both UV systems share an important advantage over conventional oxidative offset: minimizing dry back.
In conventional oxidative offset, part of the vehicle penetrates the substrate after printing, and the color may lose saturation and gloss over the following hours. This phenomenon, known as dry back, often requires density compensation during make-ready to anticipate the final result.
With UV inks, polymerization fixes the pigment immediately on the surface. The densitometric value measured on press is much closer to the final result, minimizing dry back. This facilitates color control, reduces approval times, and improves consistency between runs.
In metallic inks, fluorescent inks, and special formulations, this stability is especially relevant: the original visual effect is better preserved without being affected by the material’s porosity.
Mercury or LED: comparison table
To quickly visualize the differences between both systems, we summarize the main technical aspects in the following table:
| Mercury UV | UV LED | |
|---|---|---|
| Spectrum | Broad (200–450 nm) | Narrow (365–395 nm) |
| Resistance | High surface resistance | High resistance (dependent on ink formulation) |
| Thermal impact | High | Low |
| Substrates | Plastics, board and paper | Paper, board and heat-sensitive substrates |
| Energy consumption | High | More efficient |
| Lifespan | ~1,500 hours | >20,000 hours |
| Maintenance | Frequent | Low |
| Ideal for | Plastics, board and demanding finishing processes | Paper, board, heat-sensitive substrates and energy-efficient processes |
As shown, it is not a matter of one technology being better than the other in absolute terms, but which system best fits each type of job and production conditions.
When to choose mercury and when LED in UV offset
The answer depends on three factors: the type of substrate commonly used, the mechanical requirements of the finishing, and the company’s production model.
Mercury systems remain highly competitive when surface resistance is critical and when the process involves plastics or substrates that are demanding from a curing standpoint. LED systems are gaining ground in paper and board applications, especially when energy efficiency, process stability, and reduced thermal load are key factors.
In either case, actual performance depends on aligning the ink formulation with the curing source. That is why, rather than choosing a “better” technology, it is more important to identify which one best responds to the substrate, finishing requirements, and real production conditions.
At MA Inks, we develop UV offset inks optimized for both systems, ensuring stability, quality, and repeatability in every run.
Want to know which MA Inks UV series best fits your curing system? Contact our technical team and we will help you identify the most suitable solution for your printing process.